š¬ę¬Ż║
ŪąŽ„┴”╩ŪĮī┘ŪąŽ„ųąĄ─ųžę¬¼F(xi©żn)Ž¾ų«ę╗Ż¼┼cŪąŽ„╦┘Č╚│╩±äĘÕŪ·ŠĆĻP(gu©Īn)ŽĄĪŻ×ķ┴╦╩╣▄ć(ch©ź)Ž„ųąĄ─ŪąŽ„╦┘Č╚▓╗╩▄╣ż╝■ų▒ÅĮūā╗»ė░Ēæ���Ż¼Č°Ą├ĄĮŪÕ╬·═Ļš¹Ą─±äĘÕŪ·ŠĆŻ¼▓╔ė├┼_(t©ói)▀_(d©ó)ūāŅlŲ„ī”(du©¼)ÖC(j©®)┤▓ų„ļŖÖC(j©®)▀M(j©¼n)ąą¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘Ż¼Å─Č°╩╣ų„▌S▐D(zhu©Żn)╦┘ė╔ų„ļŖÖC(j©®)╣żū„Ņl┬╩║═š{(di©żo)╦┘╩ų▒·╣▓═¼øQČ©�����ĪŻīŹ(sh©¬)“×(y©żn)ĮY(ji©”)╣¹▒Ē├„¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘┐╔Ą├ĄĮ▌^└ĒŽļĄ─±äĘÕŪ·ŠĆ�����ĪŻ
1 ę² čį
Įī┘ŪąŽ„įŁ└Ē╩Ū蹊┐Įī┘ŪąŽ„╝ė╣żęÄ(gu©®)┬╔Ą─ę╗ķT(m©”n)╝╝ąg(sh©┤)┐ŲīW(xu©”)���ĪŻĮī┘▓─┴ŽĄ─ŪąŽ„╝ė╣ż╩Ūė├ė▓Č╚Ė▀ė┌╣ż╝■▓─┴ŽĄ─ĄČŠ▀į┌╣ż╝■╔ŽŪą╚źę╗▓┐ĘųĮī┘���Ż¼Å─Č°Ą├ĄĮØM(m©Żn)ūŃę¬Ū¾Ą─ą╬ĀŅŠ½Č╚Īó│▀┤ńŠ½Č╚║═▒Ē├µ┘|(zh©¼)┴┐[1,2]���ĪŻčąŠ┐Įī┘ŪąŽ„╝ė╣żęÄ(gu©®)┬╔ī”(du©¼)ė┌╠ßĖ▀«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐║═╔·«a(ch©Żn)ą¦┬╩ų┴ĻP(gu©Īn)ųžę¬�����Ż¼╣╩┤╦Įī┘ŪąŽ„įŁ└Ē╩Ū╚½ć°(gu©«)Ė▀ąŻ╦∙ėąÖC(j©®)ąĄŅÉ(l©©i)īŻ(zhu©Īn)śI(y©©)╗∙ĄA(ch©│)šnĄ─▒žą▐ā╚(n©©i)╚▌���ĪŻ
Įī┘ŪąŽ„▀^(gu©░)│╠┐╔└ĒĮŌ×ķŪąŽ„īėĮī┘(╣ż╝■╔Žę¬▒╗Ūą╚źĄ─Įī┘īė)╩▄ĄČŠ▀Ą─═ŲöD║¾«a(ch©Żn)╔·╦▄ąįūāą╬Ż¼Å─╣ż╝■╔ŽĘųļxŽ┬üĒ(l©ói)ą╬│╔Ūąą╝Ą─▀^(gu©░)│╠�����ĪŻŪąŽ„īėĮī┘Ą─ūāą╬╩ŪĄČŠ▀ĮoėĶ┴”ū„ė├Ą─ĮY(ji©”)╣¹��Ż¼▀@éĆ(g©©)┴”Š═╩ŪŪąŽ„┴”��Ż¼╦³╩ŪĮī┘ŪąŽ„▀^(gu©░)│╠ųąųžę¬¼F(xi©żn)Ž¾ų«ę╗[1-4]���ĪŻė░ĒæŪąŽ„┴”Ą─ę“╦žėą║▄ČÓŻ¼ŪąŽ„╦┘Č╚ī”(du©¼)Ųõė░Ēæėąų°▌^×ķ╠ž╩ŌĄ─ęÄ(gu©®)┬╔���ĪŻé„Įy(t©»ng)Ą─īŹ(sh©¬)“×(y©żn)ųą���Ż¼ŪąŽ„╦┘Č╚╩▄╣ż╝■ų▒ÅĮĄ─ė░Ēæ���Ż¼ī¦(d©Żo)ų┬īŹ(sh©¬)“×(y©żn)ą¦╣¹▓╗├„’@Ż¼╔§ų┴▓╗└ĒŽļ�����ĪŻ
▒Š╬─öM▓╔ė├ūāŅlŲ„īŹ(sh©¬)¼F(xi©żn)ÖC(j©®)┤▓ų„▌SĄ─¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘���Ż¼▀M(j©¼n)Č°╩ŪŪąŽ„╦┘Č╚ę▓─▄¤o(w©▓)╝ē(j©¬)ūā╗»��Ż¼Å─Č°╩╣├┐┤╬īŹ(sh©¬)“×(y©żn)Č╝─▄Ą├ĄĮ▌^×ķ└ĒŽļĄ─īŹ(sh©¬)“×(y©żn)ą¦╣¹���ĪŻ
2ŪąŽ„╦┘Č╚ī”(du©¼)ŪąŽ„┴”Ą─ė░ĒæęÄ(gu©®)┬╔
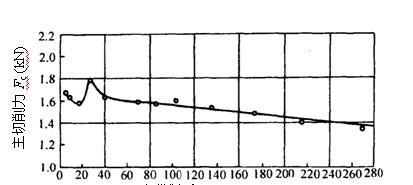
ŪąŽ„┤ÓąįĮī┘▓─┴ŽĢr(sh©¬)(╚ń╗ęĶTĶFĪóŃU³SŃ~Ą╚)���Ż¼Ūąą╝│╩▒└╦ķĀŅ���Ż¼╦▄ąįūāą╬ąĪŻ¼ĄČ-ą╝─”▓┴ąĪŻ¼╣╩ŪąŽ„╦┘Č╚ī”(du©¼)ŪąŽ„┴”Ą─ė░Ēæ▓╗┤¾��ĪŻĄ½ŪąŽ„╦▄ąįĮī┘▓─┴ŽĢr(sh©¬)(╚ń45 õō�����ĪóŪ“─½ĶTĶFĄ╚)��Ż¼ŪąŽ„╦┘Č╚ī”(du©¼)ŪąŽ„┴”Ą─ė░Ēæ╚ńłD1╦∙╩Š�����ĪŻę╗░ŃĄž��Ż¼ŪąŽ„┴”Ęų×ķx���Ż¼y���Ż¼zĘĮŽ“Ą─3éĆ(g©©)Ęų┴”Ż¼ŲõųązĘĮŽ“Ą─Ęų┴”×ķų„ŪąŽ„┴”��Ż¼ė├Fc▒Ē╩Š��ĪŻė╔łD1┐╔┐┤│÷���Ż¼F(xi©żn)cļSŪąŽ„╦┘Č╚vcĄ─╔²Ė▀�����Ż¼│╩¼F(xi©żn)Ī░£p-į÷-£pĪ▒Ą─┌ģä▌(sh©¼)��Ż¼F(xi©żn)c-vcĄ─▀@ĘNĻP(gu©Īn)ŽĄėųĘQ(ch©źng)×ķĪ░±äĘÕŪ·ŠĆĪ▒���Ż¼▀@ų„ę¬╩Ū╩▄Ęeą╝┴÷Ą─ė░Ēæ╦∙ų┬ĪŻ╦▄ąį▓─┴ŽŪąŽ„ųą�����Ż¼į┌ vc▓╗Ė▀Č°ėų─▄ą╬│╔▀B└m(x©┤)Ūąą╝Ģr(sh©¬)���Ż¼ĄČŠ▀ŪąŽ„╚ąĖĮĮ³│Ż│Żš│ų°ę╗ēKŲ╩├µ│╩╚²ĮŪą╬Ą─ė▓ēK���Ż¼ĘQ(ch©źng)×ķĘeą╝┴÷Ż¼ŲõĖ▀Č╚Hb╩▄vcė░Ēæ���Ż¼HbįĮĖ▀��Ż¼╩╣Ą├īŹ(sh©¬)ļHŪ░ĮŪįĮ┤¾��Ż¼ī¦(d©Żo)ų┬ŪąŽ„┴”įĮąĪ�����ĪŻvc<20m/minĢr(sh©¬)�����Ż¼ļSvcĄ─╔²Ė▀��Ż¼HbųØu╔²Ė▀���Ż¼╩╣FcųØu£pąĪ��Ż¼į┌vc=20m/minĖĮĮ³���Ż¼Hb╔²ų┴ūŅĖ▀Ż¼╩╣Fc│÷¼F(xi©żn)śOąĪųĄ���Ż╗į┌20m/min <vc<30m/minĢr(sh©¬)���Ż¼ļSvcĄ─╔²Ė▀Ż¼HbųØu£pĄ═���Ż¼╩╣FcųØuį÷┤¾��Ż¼į┌vc=30m/minĖĮĮ³��Ż¼HbųØu£pĄ═ų┴┴Ń���Ż¼╝┤Ęeą╝┴÷Ž¹╩¦Ż¼╩╣ Fc│÷¼F(xi©żn)śO┤¾ųĄ��Ż╗Č°║¾į┌vc>30m/minĢr(sh©¬)��Ż¼ļSvcĄ─╔²Ė▀�����Ż¼į┘¤o(w©▓)Ęeą╝┴÷│÷¼F(xi©żn)��Ż¼F(xi©żn)cŠÅ┬²£pąĪ���ĪŻ
3īŹ(sh©¬)“×(y©żn)ųąĄ─å¢(w©©n)Ņ}
ę╗░Ń═©▀^(gu©░)▄ć(ch©ź)Ž„īŹ(sh©¬)“×(y©żn)Ą├ĄĮłD1ųąĄ─Ū·ŠĆ���Ż¼Ą½▄ć(ch©ź)Ž„ųąvcė╔╩Į(1)ėŗ(j©¼)╦ŃČ°Ą├ĪŻ
 (1)
(1)
╩Įųą dĪ¬Ī¬╣ż╝■ų▒ÅĮ(mm)�����Ż╗
nĪ¬Ī¬ų„▌S▐D(zhu©Żn)╦┘(r/min)ĪŻ
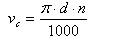
ė╔╩Į(1)┐╔ų¬��Ż¼īŹ(sh©¬)“×(y©żn)ųądįĮüĒ(l©ói)įĮąĪ���Ż¼╩╣vc╩▄ĄĮė░Ēæ��Ż¼╣ż╝■ų▒ÅĮ▓╗─▄▀^(gu©░)ąĪ���Ż¼Ę±ätĢ■(hu©¼)ę“äéČ╚▓╗ūŃČ°«a(ch©Żn)╔·š±äė(d©░ng)ĪŻn╩Ūį┌ÖC(j©®)┤▓╔Ž═©▀^(gu©░)▐D(zhu©Żn)╦┘╩ų▒·š{(di©żo)╣Ø(ji©”)é„äė(d©░ng)²X▌åīŹ(sh©¬)¼F(xi©żn)Ą─ę╗ŽĄ┴ą▐D(zhu©Żn)╦┘���ĪŻ└²╚ńCA6140▄ć(ch©ź)┤▓ų„▌Sėą10���Īó12.5Īó16��Īó20���Īó25��Īó32��Īó40���Īó50�����Īó63Īó80���Īó100���Īó125Īó160���Īó200�����Īó250���Īó 320Īó400��Īó450Īó500���Īó560�����Īó710���Īó900Īó1120╝░1400 r/min╣▓24╝ē(j©¬)▐D(zhu©Żn)╦┘��ĪŻČ°±äĘÕŪ·ŠĆųąĄ─śOųĄ³c(di©Żn)ų╗│÷¼F(xi©żn)į┌vc<40~50m/minĄ─ŪķørŽ┬���ĪŻłD2Įo│÷┴╦╣ż╝■ų▒ÅĮī”(du©¼)ŪąŽ„╦┘Č╚Ą─ė░Ēæ�����ĪŻ▓╗ļy┐┤│÷�����Ż¼╩▄╣ż╝■ų▒ÅĮė░Ēæ��Ż¼²X▌å┼õ║ŽĄ─ėą╝ē(j©¬)š{(di©żo)╦┘Ģr(sh©¬)���Ż¼«ö(d©Īng)20m/min <vc<50m/minĢr(sh©¬)�����Ż¼ų╗ėą4~5éĆ(g©©)öĄ(sh©┤)ō■(j©┤)³c(di©Żn)��Ż¼▓╗╚▌ęūŪĪ║├Ą├ĄĮĪ░±äĘÕĪ▒ųąĄ─śOųĄ³c(di©Żn)���ĪŻ╣╩┤╦ąĶę¬ī”(du©¼)ÖC(j©®)┤▓ų„▌S▀M(j©¼n)ąą¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘���Ż¼╩╣ŪąŽ„╦┘Č╚▀B└m(x©┤)ūā╗»�����Ż¼Å─Č°Ą├ĄĮ±äĘÕŪ·ŠĆųąĄ─śOųĄ³c(di©Żn)��ĪŻ
4ė├ūāŅlŲ„īŹ(sh©¬)¼F(xi©żn)ÖC(j©®)┤▓ų„▌SĄ─¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘
4.1 ūāŅlŲ„š{(di©żo)╦┘Ą─ļŖÜŌ┐žųŲ
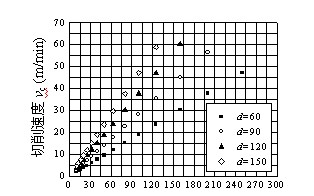
×ķ┴╦─▄ē“╩╣vc▀B└m(x©┤)ūā╗»���Ż¼╝┤ų„▌S▐D(zhu©Żn)╦┘¤o(w©▓)╝ē(j©¬)ūā╗»Ż¼▓╔ė├┼_(t©ói)▀_(d©ó)VDF075V43Aą═ūāŅlŲ„ī”(du©¼)CA6140▄ć(ch©ź)┤▓ų„ļŖÖC(j©®)▀M(j©¼n)ąą¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘��ĪŻłD3Įo│÷┴╦ūāŅlŲ„š{(di©żo)╦┘Ą─ļŖÜŌ┐žųŲĮėŠĆłD�����ĪŻąĶꬤo(w©▓)╝ē(j©¬)š{(di©żo)╦┘Ģr(sh©¬)Ż¼ė╔░┤ŌoSBBķ]║ŽĮėė|Ų„KMH║═KMB(KMYöÓķ_(k©Īi))��Ż╗▓╗ąĶ¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘Ģr(sh©¬)���Ż¼ė╔░┤ŌoSBYķ]║ŽĮėė|Ų„KMY (KMH║═KMBöÓķ_(k©Īi))��Ż¼▀@śėę╗ÖC(j©®)ā╔ė├�����ĪŻīŹ(sh©¬)ļHæ¬(y©®ng)ė├Ģr(sh©¬)��Ż¼▀Ć▒žĒÜī”(du©¼)ūāŅlŲ„Ą─ģóöĄ(sh©┤)▀M(j©¼n)ąą▒žę¬š{(di©żo)š¹[5]���ĪŻļŖÖC(j©®)Ą─åóäė(d©░ng)║══Żų╣ė╔░┤ŌoSB┐žųŲŻ¼▀\(y©┤n)▐D(zhu©Żn)Ņl┬╩ė╔╗¼äė(d©░ng)ūāūĶŲ„R ĮoČ©��Ż¼įO(sh©©)Č©ĘČć·╩Ū0~50Hz���ĪŻ
4.2 ūāŅlš{(di©żo)╦┘║¾Ą─ŪąŽ„╦┘Č╚
ų„ļŖÖC(j©®)īŹ(sh©¬)¼F(xi©żn)┴╦¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘���Ż¼ų„▌S▐D(zhu©Żn)╦┘╚į┐╔═©▀^(gu©░)▐D(zhu©Żn)╦┘╩ų▒·Ė─ūā���Ż¼╣╩ūāŅlš{(di©żo)╦┘║¾Ż¼ų„▌S▐D(zhu©Żn)╦┘ė╔ų„ļŖÖC(j©®)╣żū„Ņl┬╩║═▐D(zhu©Żn)╦┘╩ų▒·╣▓═¼øQČ©���Ż¼ī”(du©¼)ė┌CA6140▄ć(ch©ź)┤▓��Ż¼┐╔═Ųī¦(d©Żo)│÷Ņl┬╩┼cŪąŽ„╦┘Č╚ķgĄ─ĻP(gu©Īn)ŽĄ╩Į
 (2)
(2)
╩Įųą n”├Ī¬Ī¬ūāŅl║¾ų„▌S▐D(zhu©Żn)╦┘(r/min)���Ż╗
”├ Ī¬Ī¬ūāŅlŲ„Ņl┬╩(Hz)Ż¼ęčįO(sh©©)Č©×ķ0~50Hz�����Ż╗
n0 Ī¬Ī¬▄ć(ch©ź)┤▓ų„▌SŽõ▐D(zhu©Żn)╦┘╩ų▒·╦∙ųĖ▐D(zhu©Żn)╦┘(r/min)��ĪŻ
╚¶d=100mm��Ż¼n0 =400r/min��Ż¼ätĖ∙ō■(j©┤)╩Į(2)┐╔ų¬�����Ż¼ŪąŽ„╦┘Č╚┐╔į┌0~125.6 m/ minĄ─ĘČć·ā╚(n©©i)¤o(w©▓)╝ē(j©¬)ūā╗»���Ż¼─▄ē“ØM(m©Żn)ūŃīŹ(sh©¬)“×(y©żn)ę¬Ū¾�����ĪŻ
5 īŹ(sh©¬)“×(y©żn)ŽĄĮy(t©»ng)╝░ą¦╣¹ī”(du©¼)▒╚
5.1 īŹ(sh©¬)“×(y©żn)ŽĄĮy(t©»ng)
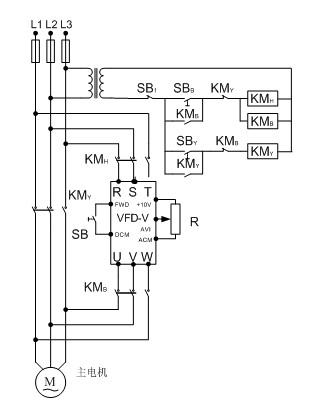
łD4Įo│÷┴╦CA6140▄ć(ch©ź)┤▓ūāŅlš{(di©żo)╦┘£y(c©©)ŪąŽ„┴”Ą─īŹ(sh©¬)“×(y©żn)ŽĄĮy(t©»ng)�����ĪŻ×ķ┴╦ĘĮ▒Ńė^▓ņ║═▓┘ū„���Ż¼īóūāŅlŲ„Ą─öĄ(sh©┤)ūų▓┘ū„Ų„Īó░┤Ōo╝░╗¼äė(d©░ng)ūāūĶŲ„Ą╚░▓čbį┌┼õū÷Ą─┐žųŲ├µ░Õ╔Ž��ĪŻė├ Kistler9257Aą═£y(c©©)┴”āx�����Īó5807Aą═ļŖ║╔Ę┼┤¾Ų„╝░ėŗ(j©¼)╦ŃÖC(j©®)öĄ(sh©┤)ō■(j©┤)▓╔╝»ŽĄĮy(t©»ng)£y(c©©)┴┐ŪąŽ„┴”���ĪŻ

5.2 īŹ(sh©¬)“×(y©żn)ą¦╣¹ī”(du©¼)▒╚
īŹ(sh©¬)“×(y©żn)╦∙ė├╣ż╝■▓─┴Ž×ķ45õōłA░¶┴Ž(š²╗���Ż¼180HBS)���Ż¼īŹ(sh©¬)“×(y©żn)Ģr(sh©¬)ų▒ÅĮd=82mmŻ¼▀xō±n0 =900r/min���Ż¼ė╔╩Į(2)┐╔ų¬vc─▄į┌0~232m/minĄ─ĘČć·ā╚(n©©i)¤o(w©▓)╝ē(j©¬)ūā╗»��ĪŻ╚¶ė├▐D(zhu©Żn)╦┘╩ų▒·š{(di©żo)╣Ø(ji©”)ų„▌S▐D(zhu©Żn)╦┘�����Ż¼vc┐╔Ą├ĄĮ2.57~232m/minųąĄ─22³c(di©Żn)��Ż¼Ą½Ė∙ō■(j©┤)╩Į(1)ėŗ(j©¼)╦Ń┐╔ų¬20~50m/minų«ķgų╗ėą5³c(di©Żn)��ĪŻīŹ(sh©¬)“×(y©żn)╦∙ĄČŠ▀×ķYT15┐╔▐D(zhu©Żn)╬╗═ŌłA▄ć(ch©ź)ĄČ���Ż¼”├o=14o, ”┴o=”┴oĪõ=6o,”╩r=75o, ”╩rĪõ=15o, ”╦s= -6o, r”┼=0.4mmĪŻŪąŽ„ė├┴┐×ķap=1mm��Ż¼f=0.1mm/r��ĪŻ
īŹ(sh©¬)“×(y©żn)Ž╚▓╔ė├▐D(zhu©Żn)╦┘╩ų▒·š{(di©żo)╣Ø(ji©”)ų„▌S▐D(zhu©Żn)╦┘�����Ż¼£y(c©©)Ą├2.57~232m/minųąĄ─22éĆ(g©©)ŪąŽ„╦┘Č╚Ģr(sh©¬)Ą─ų„ŪąŽ„┴”���Ż¼Įø(j©®ng)öĄ(sh©┤)ō■(j©┤)╠Ä└ĒĄ├ĄĮėą╝ē(j©¬)š{(di©żo)╦┘Ģr(sh©¬)Ą─Fc-vcĻP(gu©Īn)ŽĄŪ·ŠĆ�����ĪŻČ°║¾▓╔ė├ūāŅlŲ„¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘���Ż¼╩╣vcÅ─2.57m/min▀B└m(x©┤)╔²Ė▀ų┴232m/minŻ¼ų▒Įė┐╔Ą├ĄĮ¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘Ģr(sh©¬)Ą─Fc-vcĻP(gu©Īn)ŽĄŪ·ŠĆ�����ĪŻłD5Įo│÷┴╦īŹ(sh©¬)“×(y©żn)ą¦╣¹ī”(du©¼)▒╚Ūķør�����ĪŻ
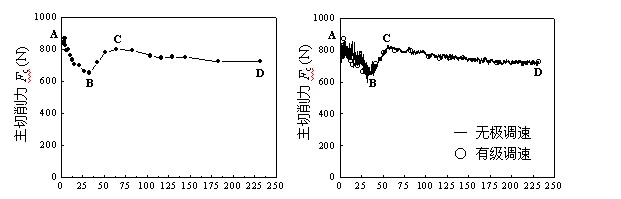
ė╔łD5 a)┐╔ų¬�����Ż¼±äĘÕŪ·ŠĆųąĄ─śOąĪųĄ³c(di©Żn)B│÷¼F(xi©żn)į┌vc=30min/minĖĮĮ³���Ż¼▌^├„’@���Ż¼Ą½śO┤¾ųĄ³c(di©Żn)C▓ó▓╗├„’@�����Ż¼æ¬(y©®ng)į┌vc=50-75min/minų«ķg�����ĪŻė╔łD5 b)▓╗ļy┐┤│÷�����Ż¼śOąĪųĄ³c(di©Żn)Bę▓į┌vc=30min/minĖĮĮ³�����Ż¼Č°śO┤¾ųĄ³c(di©Żn)Cät│÷¼F(xi©żn)į┌ėą╝ē(j©¬)š{(di©żo)╦┘Ģr(sh©¬)Ą─2³c(di©Żn)ų«ķg���Ż¼Å─Č°šf(shu©Ł)├„┴╦¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘┐╔ęįŪÕ╬·═Ļš¹ĄžĄ├ĄĮŪąŽ„┴”┼cŪąŽ„╦┘Č╚Ą─±äĘÕŪ·ŠĆĪŻ
│²┤╦ų«═Ō���Ż¼ė╔łD5 b)▀Ć┐╔ų¬�����Ż¼ļŖÖC(j©®)║═²X▌åį┌Ą═╦┘▀\(y©┤n)▐D(zhu©Żn)Ģr(sh©¬)���Ż¼┬įėąš±äė(d©░ng)Ż¼╝ėų«�����Ż¼Ęeą╝┴÷ų▄Ų┌ąįĄ─«a(ch©Żn)╔·║═├ō┬õ�����Ż¼ŠC║ŽįŁę“?q©▒)¦ų┬A-BČ╬ŪąŽ„┴”ą┼╠¢(h©żo)▓©äė(d©░ng)▌^┤¾���Ż╗B-CČ╬�����Ż¼ļŖÖC(j©®)║═²X▌å▀\(y©┤n)▐D(zhu©Żn)╦┘Č╚╠ßĖ▀���Ż¼š±äė(d©░ng)£pąĪŻ¼Ęeą╝┴÷ųØuŽ¹╩¦�����Ż¼╩╣ŪąŽ„┴”ą┼╠¢(h©żo)▓©äė(d©░ng)£pąĪĪŻ
6ĮY(ji©”)šō
(1) ×ķ┴╦Ą├ĄĮŪąŽ„╦┘Č╚▀B└m(x©┤)ūā╗»Ģr(sh©¬)ŪąŽ„┴”Ą─±äĘÕŪ·ŠĆ�����Ż¼▓╔ė├┼_(t©ói)▀_(d©ó)ūāŅlŲ„ī”(du©¼)ÖC(j©®)┤▓ų„ļŖÖC(j©®)▀M(j©¼n)ąą¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘��Ż¼įO(sh©©)ėŗ(j©¼)┴╦ĖĮ╝ė┐žųŲļŖ┬Ę��Ż¼ęūė┌ūāŅlŲ„Ą─▀M(j©¼n)╚ļ║══╦│÷��Ż¼╩╣ė├ūāŅlŲ„║¾��Ż¼ų„▌S▐D(zhu©Żn)╦┘ė╔ļŖÖC(j©®)╣żū„Ņl┬╩║═š{(di©żo)╦┘╩ų▒·╣▓═¼øQČ©���Ż╗
(2) ¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘┐╔╩╣ŪąŽ„╦┘Č╚▓╗╩▄╣ż╝■ų▒ÅĮūā╗»Ą─ė░Ēæ�����Ż¼Įø(j©®ng)īŹ(sh©¬)“×(y©żn)ī”(du©¼)▒╚���Ż¼¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘Ģr(sh©¬)┐╔ęįŪÕ╬·═Ļš¹ĄžĄ├ĄĮŪąŽ„┴”┼cŪąŽ„╦┘Č╚Ą─±äĘÕŪ·ŠĆŻ╗
(3) ▓╔ė├ūāŅlŲ„ī”(du©¼)ÖC(j©®)┤▓ų„ļŖÖC(j©®)▀M(j©¼n)ąą¤o(w©▓)╝ē(j©¬)š{(di©żo)╦┘���Ż¼▀Ć─▄į┌ĄČŠ▀─źōpīŹ(sh©¬)“×(y©żn)ųą▒Ż│ųŪąŽ„╦┘Č╚║ŃČ©��Ż¼öU(ku©░)┤¾┴╦æ¬(y©®ng)ė├ĘČć·��ĪŻ